
A particular challenge that we repeatedly face at Steka is the processing of ceramic materials after sintering. Since processing after sintering is considerably more difficult and only possible using special tools and processes, we try to perform the necessary processing steps for shaping ceramic components prior to the sintering process whenever possible. We have accepted this challenge and recently intensively investigated two different technologies for cutting and shaping sintered ceramics: water-jet and laser cutting.
The advantages and disadvantages of both technologies
What you initially notice in a direct comparison is that processing with a laser is around ten times more expensive than water-jet cutting. If the main focus is on the costs of a product, then it’s clear that the first point goes to water-jet cutting. The laser however is unbeatable in terms of accuracy: Based on our experience, the tolerance range is +/- 0.05 mm, and in some cases even +/- 0.02 mm, which is a winning argument for this method. In comparison, the tolerance range in the case of water-jet cutting is around +/- 0.2 mm.
When relying on water jet cutting, we noticed that the cutting gap is conical and easily visible in the case of layers up to 6 mm in thickness. In the case of laser cutting, however, the maximum thickness of the ceramic to be cut is 2 mm. One apparently negative side effect is the dark spots which appeared on the cut edges of some ceramic materials during laser cutting. It was possible however to completely remove these by means of a re-sintering process, which of course means an additional working step and another negative impact on the costs.
The optimal starting material
Standard substrate plates of various thickness and dimensions are available on the market for processing by means of laser cutting. The most common are aluminium oxide, with purities of up to 99.9%, and zirconium oxide. Our manufacturing department specialises in dry pressing and extrusion, which is why our experiments focussed in particular on our most important materials – steatite and cordierite. The properties of steatite are used in the electrical and electronics sectors, while those of cordierite (porous or non-porous) are used in the field of electric heat technology.
Our conclusion
We were pleasantly surprised by the discoveries made during our test series: Both processes can be swiftly implemented and are relatively simple and straight-forward in terms of execution. This is particularly important when manufacturing prototypes. But both water-jet and laser cutting are perfectly suitable for mass-produced components. Which of the processes is used depends on the relative weighting of costs versus precision; in other words, what is more important in terms of the relevant end product.
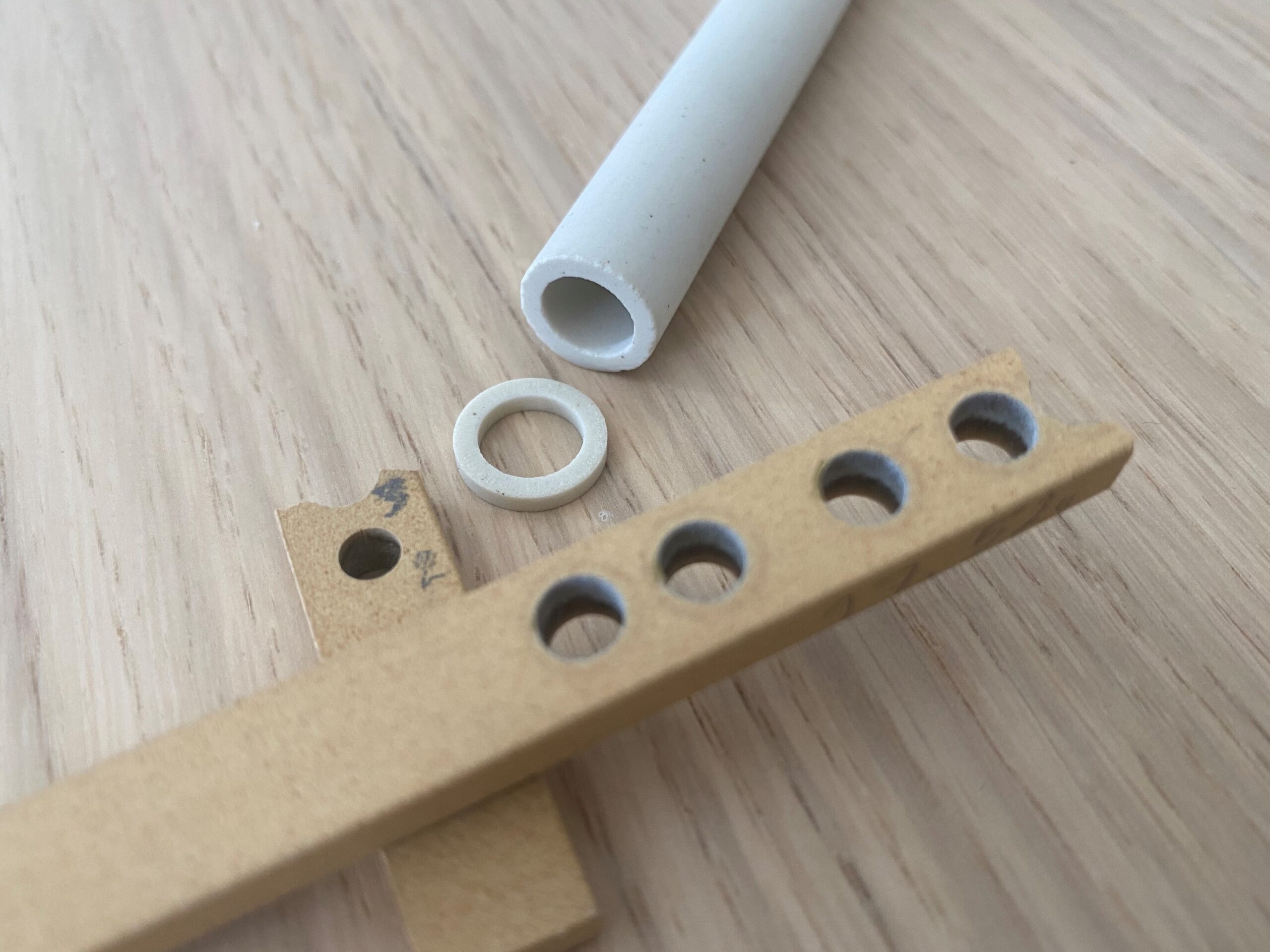
For us, it (still) seems to be unclear which is the best procedure for cutting tube geometries. The geometric properties of cross sections and various wall thicknesses in the case of multi-hole tubes are a problem for both the water jet and the laser. We’ll certainly be looking into this is more detail and will also find the best solution for this challenge.